

Vidaus WPC ir lauko WPC palyginimas
Lauko ir vidaus medienos ir plastiko kompozitai: žaliavų, gamybos procesų ir įrangos skirtumų palyginimas
Lauko medienos-plastiko kompozitams (WPC) reikalingi griežtesni atsparumo oro sąlygoms, atsparumo UV spinduliams ir apsaugos nuo drėgmės standartai; todėl jų žaliavose paprastai yra didesnės koncentracijos stabilizatorių, senėjimą stabdančių medžiagų ir pelėsiui atsparių priedų. Priešingai, patalpų WPC pirmenybę teikia paviršiaus smulkumui, apdorojimo sklandumui ir aplinkosaugos reikalavimams – dažnai naudojami PVC substratai, kad būtų padidintas dekoratyvinis patrauklumas ir liejimo tikslumas.
Dėl ilgalaikio saulės spindulių ir lietaus poveikio lauko WPC reikia naudoti UV blokatorius, tokius kaip suodžiai arba titano dioksidas, kartu su didelio lydymosi indekso HDPE, kad būtų pagerintas ekstruzijos stabilumas. Palyginimui, vidaus WPC dažniausiai naudoja kalcio karbonato užpildų sistemas, kurios išlaiko standumą ir sumažina medžiagų sąnaudas. Įvairios paviršiaus apdailos, tokios kaip medžio ir akmens efektai, pasiekiamos tiksliai šlifuojant ir įspaudžiant paviršių.
Kalbant apie įrangos konfigūraciją, lauko WPC gamybos linijose paprastai yra integruota maišymo ir granuliavimo įranga, kartu su didelio maišymo ir plastifikavimo ekstruzijos sistemomis. Jie sprendžia apdorojimo iššūkius, susijusius su daug užpildų turinčiomis kompozicijomis, ir užtikrina matmenų stabilumą aukštos temperatūros ir didelės drėgmės sąlygomis. Kita vertus, vidaus WPC gamyboje pabrėžiama paviršiaus kokybė ir detalių atkūrimas, daugiausia pasikliaujant tiksliomis formomis ir plėvelės dengimo įranga, siekiant pagerinti išvaizdos nuoseklumą ir lytėjimo savybes.
Be to, lauko WPC reikalauja didesnio maišymo efektyvumo dėl varžtų konfigūracijų, todėl reikia kruopščiai išsklaidyti priedus. Patalpų WPC, priešingai, labiau pabrėžia vienodą lydalo srautą, kad būtų išvengta paviršiaus tekėjimo žymių ar spalvų pokyčių.
I. Pagrindinių žaliavų skirtumai
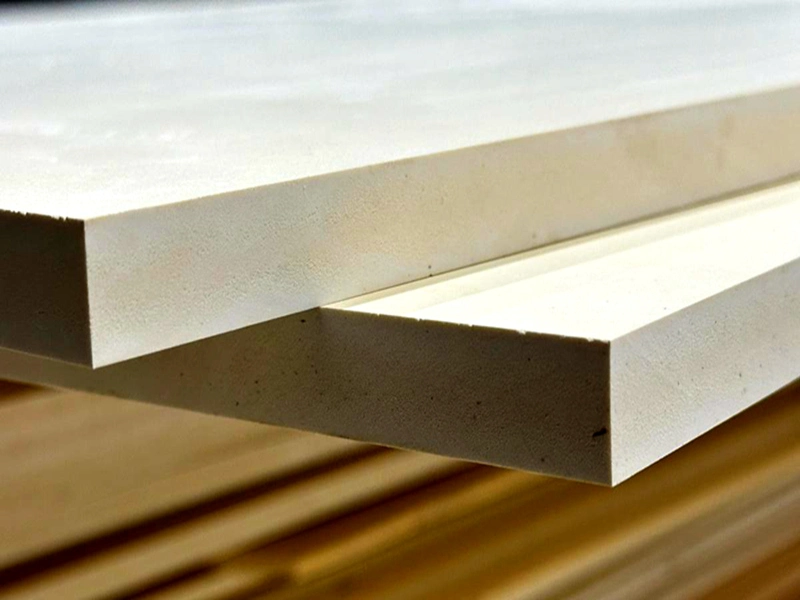
1. Vidaus medienos-plastiko kompozitas (namų apdaila: sienų plokštės, grindjuostės, vidaus grindų danga, durų staktos)
Pagrindas: pirmiausia PVC
· Pagrindinės sudedamosios dalys: PVC dervos milteliai + kalcio milteliai + medienos milteliai + cheminiai priedai
· Medienos miltai: 80–120 akučių paprastosios tuopos medienos/mišrios medienos miltai
· Įdaras: labai didelė sunkiųjų kalcio miltelių dalis (siekiant sumažinti išlaidas)
· Pagalbinės medžiagos: paprastas stabilizatorius, įprastas lubrikantas ir nedidelis kiekis putojančios medžiagos
· Nėra oro sąlygoms atsparios formulės, nėra atsparumo UV spinduliams, neturi senėjimą stabdančių savybių
· Charakteristikos: Mažas tankis, gali putoti, maža kaina, jautrus saulės šviesai ir lietui, linkęs blukti ir trapūs.


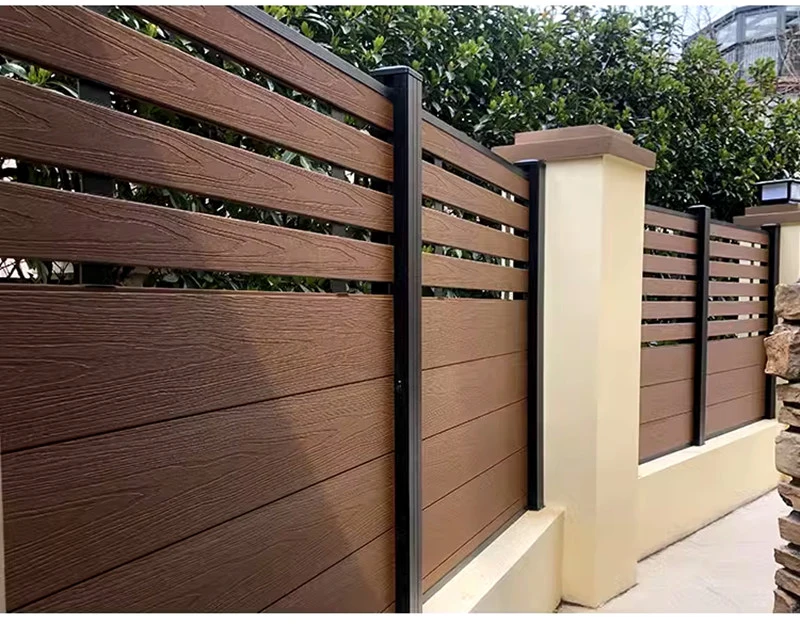
2. Lauko medienos ir plastiko kompozitinės medžiagos (lentų takai, kiemo grindys, turėklai, paviljonai, išorinės sienų plokštės)
Pagrindas: PP/PE perdirbta medžiaga
· Pagrindinės sudedamosios dalys: perdirbti + aukščiausios kokybės medienos miltai + cheminiai priedai
· Medienos milteliai: 60-100 tinklelio medienos milteliai (drėgmės kiekis <3%)
· Užpildymas: naudokite minimalų kalcio miltelių kiekį ir pirmenybę teikite funkciniams užpildams.
· Pagrindiniai esminiai priedai:
1. Ultravioletinis sugeriantis UV
2. Antioksidantas (atsparus senėjimui aukštoje ir žemoje temperatūroje)
3. Kupingo agentas
4. Lubrikantas
· Charakteristikos: Didelis tankis, daugiausia kietas, atsparus saulės spinduliams ir lietui, atsparus šalčiui ir ilgas tarnavimo laikas



II. Gamybos procesų skirtumai
Visiškas vidaus PVC ir medžio-plastiko kompozitinių medžiagų procesas
1. Žaliavos sudedamosios dalys (PVC + kalcio milteliai + medienos milteliai + putotojas + stabilizatorius)
2. Aukštos temperatūros karštas maišymas → Šaltas maišymas
3. Kūginė dvigubo ekstruderio ekstruzija
4. Formos formavimas + vakuuminis nustatymas
5. Trauka → Pjovimas → Krovimas
6. Vėlesni etapai: Plėvelės dengimas, transferinė spauda, paviršiaus aplikacija. Savybės: 泡沫 formavimo galimybė, didelis greitis, mažos energijos sąnaudos, universali įranga – PVC profilių linija.
Visas lauko PE ir medienos-plastiko medžiagų procesas
1. Žaliavos paruošimas: kruopštus medienos miltelių džiovinimas (labai svarbu)
2. Proporcija: HDPE + džiovintos medienos milteliai + pilnas atmosferos poveikio priedų rinkinys
3. Mišinys tolygiai sumaišomas.
4. Pirmenybė lygiagrečiam dviejų sraigtų granuliavimui (dviejų pakopų metodas yra stabiliausias)
5. Medienos plastiko ekstruderis, skirtas ekstruziniam formavimui
6. Didelio srauto vandens aušinimo nustatymas (greitesnis aušinimas ir deformacijų prevencija)
7. Traukos pagrindu fiksuoto ilgio pjovimas
8. Neprivaloma: įspaudimas internetu, vielos traukimas ir griovelių įdėjimas. Savybės: reikalauja medienos miltelių džiovinimo, papildomų granuliavimo etapų ir griežtesnių apdorojimo procedūrų.
III. Glausta palyginimo lentelė
|
projektą |
Vidinis PVC medžio-plastiko kompozitas |
Lauko PE medžio-plastiko kompozitas |
|
Pagrindinė derva |
PVC derva |
Perdirbtas PE/PP |
|
Medienos miltų kiekis |
10-40 proc. |
60-70 proc. |
|
Oro sąlygų agentas |
Nereikalaujama |
Anti-UV agentas, antioksidantas |
|
struktūra |
Daugialąstelinis putplastis |
Didelis tankis be putojimo |
|
Tankis |
0,5-1,0 gramo/ cm3 |
1,1-1,3 gramo/cm3 |
|
paslaugų aplinka |
Laikyti sausoje, tamsesnėje patalpoje. |
Veikiamas atvirame ore, veikiamas saulės spindulių ir lietaus |
|
gamybos inžinerija |
Vyrauja vienpakopis tiesioginio ekstruzijos metodas. |
Procesas visų pirma apima dviejų etapų granuliavimą, po kurio seka ekstruzija. |
|
įranga |
Standartinė PVC kūginė dvigubo varžto ekstruzijos linija |
Specializuotas lygiagretus dvigubas sraigtinis ekstruderis granuliavimui ir didelio maišymo ir plastifikavimo kūginė dvigubo sraigto ekstruzijos linija |
|
Gyvenimo laikas |
3-8 metai |
5-15 metų |
Šie skirtumai pabrėžia, kad skirtumai tarp lauko ir vidaus WPC – žaliavų pasirinkimo, sudėties dizaino ir įrangos suderinamumo – iš esmės kyla dėl skirtingų veikimo reikalavimų, kuriuos lemia jų atitinkama taikymo aplinka. Naudojant lauke, pabrėžiamas ilgalaikis patvarumas ir prisitaikymas prie aplinkos, todėl medžiagų sistemos tampa stabilesnės; Taikant patalpą, pirmenybė teikiama estetiniam patrauklumui ir proceso valdymui, skatinant tobulesnes ir universalesnes gamybos technologijas. Ši diferenciacija atsispindi ne tik žaliavų tipuose ir proporcijose, bet ir iš esmės formuoja bendrą gamybos linijos konfigūracijos logiką bei svarbiausių komponentų pasirinkimą.
Susijusios naujienos
- „Yongte“ užbaigia kieto putplasčio WPC durų rėmo ekstruzijos liniją Indijos klientui
- Ar Yongte plastikinės medienos mašina gali gaminti įvairių formų ir dydžių plastikinę medieną?
- WPC durų ekstruzijos linijos atskaitos parametrai
- Kaip išspręsti medžiagų išdegimo problemą WPC durų ekstruzijos proceso metu?
- Gumos nutekėjimo vamzdžių gamybos linijos priėmimo bandymas Indijos klientui
- „Yongte“ baigia gamyklinį individualaus plastiko perdirbimo dvigubo sraigtinio ekstruderio, skirto Afrikos klientui, priėmimo testą
Palikite man žinutę











