

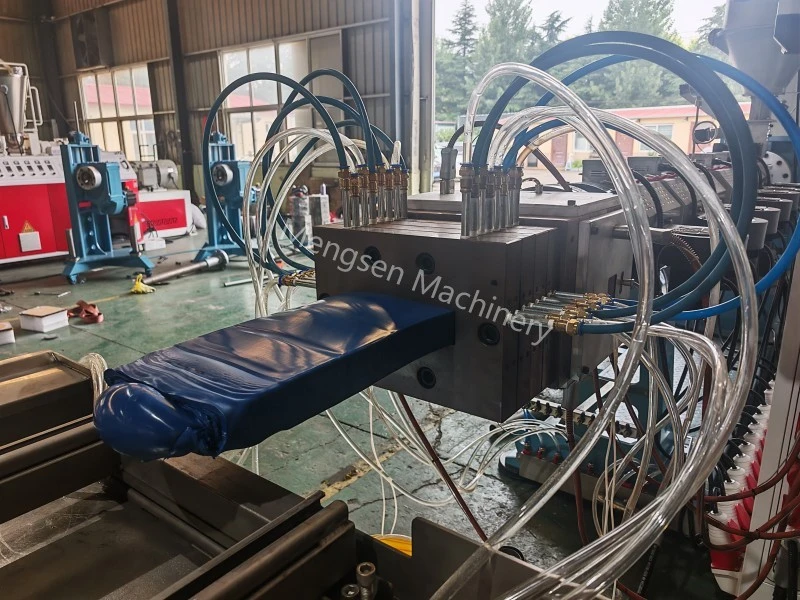
Plastikinė medienos išspaudimo linija, skirta 50 mm storio kietosioms plokštėms
„Yongte“ atlieka pradinį plastikinės medienos išspaudimo linijos, skirtos 200 x 50 mm storio storio plokščių, bandymą, optimizuoja liejimo sekciją, kad išspręstų deformacijos problemas
1. Pradinės įrangos bandomosios gamybos apžvalga
Neseniai „Yongte“ sėkmingai baigė savo pažangios plastikinės medienos išspaudimo linijos, skirtos 200 x 50 mm kieto storio plastikinių plokščių apdorojimui, pradinę bandomąją gamybą. Laikantis išteklių perdirbimo ir ekologiškos gamybos koncepcijos, šiame bandomajame etape kaip žaliava buvo panaudoti perdirbto plastiko likučiai, patikrintas įrangos pritaikymas prie plastikinių medžiagų atliekų ir masinės storos plastikinės medienos gamybos galimybė.

2. Puikus perdirbtų medžiagų plastifikavimas
Pradinio paleidimo proceso metu didelio greičio ekstruderis užtikrino išskirtinį lydalo plastifikavimo efektyvumą. Tiksliai kontroliuojant ekstruzijos parametrus, perdirbto plastiko likučiai buvo visiškai ištirpinti ir homogenizuoti, o išlydyta medžiaga turi vienodą tekstūrą, gerą sklandumą ir stabilų bendrą plastifikavimo efektą. Puiki plastifikavimo kokybė sudaro tvirtą pagrindą stabiliai didelio našumo perdirbto plastiko plokščių gamybai ir įrodo išskirtinius Yongte plastiko žaliavų ekstruzijos įrangos medžiagų apdorojimo pajėgumus.

3. Plokštės išsipūtimo ir deformacijos defektų analizė
Nepaisant to, formuojant itin storas kietas plokštes iškilo tikslingi techniniai iššūkiai. Dėl didelio gatavo gaminio storio 50 mm, aušinimo ir formavimo proceso metu tarp paviršiaus ir pagrindinio plokštės sluoksnio yra ryškus temperatūros gradientas. Storos plokštės paviršius greitai atvėsta ir stingsta, o vidinė šerdies medžiaga ilgiau išlaiko aukštą temperatūrą ir nuolat termiškai traukiasi vėlesnio natūralaus aušinimo metu. Nenuoseklus aušinimo ir susitraukimo greitis tarp išorinio ir vidinio sluoksnių sukelia nesubalansuotą vidinį įtempį, galiausiai sukeliantį 200 × 50 mm storio plokštės vidurinį išsipūtimą ir vietinę deformaciją, o tai turi įtakos galutinio gaminio lygumui ir matmenų tikslumui.

4. Liejimo sekcijų optimizavimo sprendimai
Remdamasi nuodugnia bandomojo paleidimo duomenų ir gamybos vietoje sąlygų analize, Yongte techninė komanda patvirtino, kad pagrindinis sprendimas yra orientuotas į liejimo sekcijos struktūrinį optimizavimą. Siekdama nesubalansuoto lydalo srauto ir netolygaus aušinimo formavimo problemų, susijusių su itin storomis plokštėmis, komanda tikslingai atnaujins srauto kanalo struktūrą, srauto paskirstymo sistemą ir aušinimo išdėstymą. Optimizavus liejimo sekcijos atsparumą lydalo srautui, subalansavus medžiagos padavimo greitį štampai vidurinėje ir kraštinėje srityse ir suderinus su rūšiuotu ir vienodu aušinimo dizainu, storų plokščių vidinė įtempių koncentracija bus veiksmingai pašalinta. Šis optimizavimas sinchronizuos gaminio paviršiaus ir pagrindinio sluoksnio aušinimo ir formavimo greitį, iš esmės išspręs 50 mm itin storų kietų plokščių vidurinio išsipūtimo deformacijos defektą ir pagerins bendrą gatavų gaminių matmenų stabilumą ir plokštumą.
5. Bandomojo laikotarpio santrauka ir tolesnis plėtros planas
Šis pradinis bandomasis laikotarpis visiškai patvirtino įrangos plastifikavimo pranašumą ir atskleidė pagrindinius storojo gaminio formavimo tobulinimo taškus, sukaupusi vertingos praktinės patirties oficialiai masinei aukštos kokybės tvirtos plastikinės medienos gamybai. Kitame etape „Yongte“ paspartins liejimo sekcijų optimizavimo ir antrinio paleidimo patikros užbaigimą, nuolat poliruos ekstruzijos proceso parametrus ir sieks stabilios, didelio tikslumo ir didelio efektyvumo didelio storio perdirbto plastiko plokščių gamybos, suteikdamos galimybę panaudoti didelės vertės plastiko atliekų perdirbimą ir pramoninį pritaikymą.

Susijusios naujienos
- „Yongte“ užbaigia kieto putplasčio WPC durų rėmo ekstruzijos liniją Indijos klientui
- Ar Yongte plastikinės medienos mašina gali gaminti įvairių formų ir dydžių plastikinę medieną?
- WPC durų ekstruzijos linijos atskaitos parametrai
- Kaip išspręsti medžiagų išdegimo problemą WPC durų ekstruzijos proceso metu?
- Gumos nutekėjimo vamzdžių gamybos linijos priėmimo bandymas Indijos klientui
- „Yongte“ baigia gamyklinį individualaus plastiko perdirbimo dvigubo sraigtinio ekstruderio, skirto Afrikos klientui, priėmimo testą
Palikite man žinutę











