

Techninis sprendimas, kaip išspręsti nesubalansuotą keturių ertmių plastikinio profilio ekstruzijos linijos ekstruzijos greitį
Techninis sprendimas, kaip išspręsti nesubalansuotą keturių ertmių plastikinio profilio ekstruzijos linijos ekstruzijos greitį
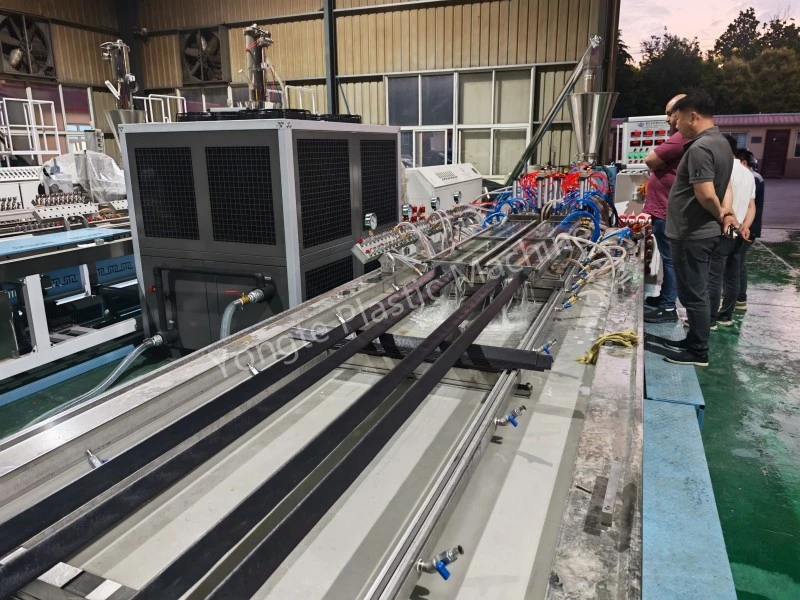
Keturių ertmių plastikinių profilių ekstruzijos gamybos procese nesubalansuotas ekstruzijos greitis tarp keturių ertmių yra dažna techninė problema. Ši problema tiesiogiai sukels nenuoseklų gaminio matmenų tikslumą, netolygų sienelių storį, defektinius profilius ir sumažėjusį gamybos išeigą, o tai labai apribos masinės gamybos stabilumą ir efektyvumą. Remdamasi faktinėmis klientų gamybos medžiagomis ir gaminio specifikacijomis, Yongte inžinierių komanda sukūrė tikslinę profesionalią optimizuotą štampo ir pagalbinės sistemos projektavimo schemą, kad kruopščiai išspręstų nenuoseklaus keturių ertmių profilių veikimo greičio problemą, realizuojant didelio tikslumo, stabilų ir sinchronišką keturių ertmių ekstruzijos linijų gamybą.
1. Techninių problemų pagrindas
Tradiciniai integruoti keturių ertmių ekstruzijos štampai turi integruotą šildymo ir srauto valdymo struktūrą. Dėl tokių veiksnių, kaip netolygus lydalo srauto pasiskirstymas, vietinių štampų temperatūros nuokrypis ir apdorojimo surinkimo klaidos, keturių ertmių ekstruzijos greitis gali būti nenuoseklus nuolatinės gamybos metu. Greičio nuokrypis tarp ertmių lems profilio formavimo greičio ir aušinimo susitraukimo skirtumus, dėl kurių atsiras partijos kokybės defektų, tokių kaip deformacija, deformacija, netoleruotinas dydis ir netolygus gatavų gaminių paviršiaus lygumas, kuris negali atitikti aukštų plastikinių profilių gamybos reikalavimų.
2. Profesionali optimizuoto projektavimo schema
Atsižvelgdami į kliento žaliavų charakteristikas, gaminio struktūros parametrus ir gamybos vietoje sąlygas, „Yongte“ inžinieriai atliko tikslinį pritaikytą štampų konstrukcijos, srauto valdymo, traukos pjovimo ir pagalbinės transportavimo sistemos dizainą, naudodamiesi šiais išsamiais techniniais sprendimais:
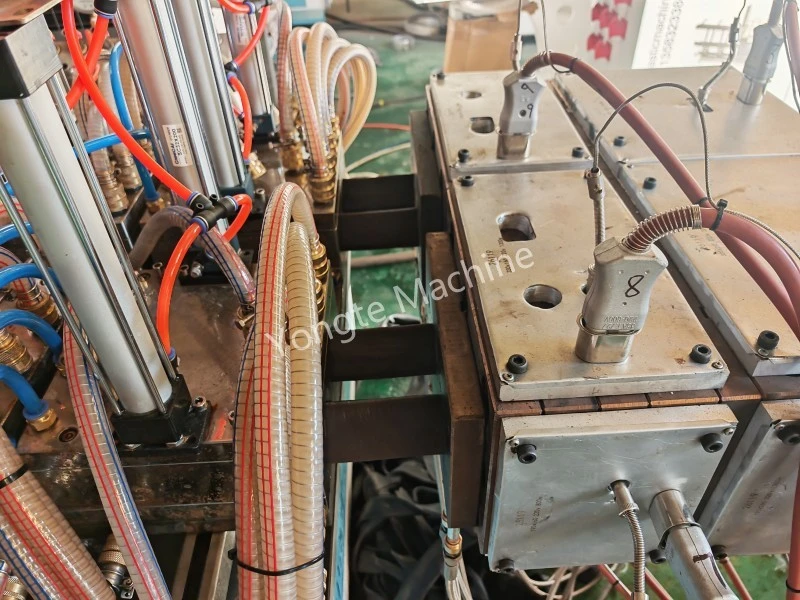
2.1 Dviejų štampų korpuso konstrukcija su nepriklausomu temperatūros valdymu
Originalus integruotas keturių ertmių štampavimo korpusas yra optimizuotas adviguba nepriklausoma štampo korpuso struktūra, kiekviename štampo korpuse yra dvi ekstruzijos ertmės. Du štampo korpusų rinkiniai yra visiškai nepriklausomi konstrukcijoje ir temperatūros valdymo sistemoje. Kiekvienas štampo korpusas yra sukonfigūruotas su nepriklausomu šildymo moduliu ir temperatūros valdymo bloku, kuris gali realizuoti atskirą tikslų temperatūros reguliavimą ir pastovios temperatūros valdymą. Ši konstrukcija veiksmingai išsprendžia nenuoseklaus lydalo takumo problemą, kurią sukelia integruotas štampo temperatūros nuokrypis, stabilizuoja kiekvienos ertmės plastikinę lydymosi būseną nuo šaltinio ir pašalina pagrindinę greičio skirtumo tarp skirtingų štampų korpusų priežastį.

2.2 Nepriklausomas srauto reguliavimo mechanizmas, skirtas vieno matricos korpusui
Kiekvienas nepriklausomas štampo korpusas turi specialų srauto reguliavimo veržlės įtaisą. Dviejų ertmių greičio nuokrypiams tame pačiame štampavimo korpuse dėl nedidelių srauto skirtumų ir surinkimo klaidų galima tiksliai reguliuoti tiesioginį srauto reguliavimo veržlę. Tiksliai sureguliavus vienos ertmės lydalo padavimo srautą, dviejų tame pačiame štampo korpuse esančių ertmių ekstruzijos greitis gali būti visiškai sinchroniškas, atliekant mikrolygio ertmės greičio kalibravimą ir užtikrinant kiekvienos tos pačios grupės ertmės ekstruzijos išėjimo vienodumą ir formavimo greitį.
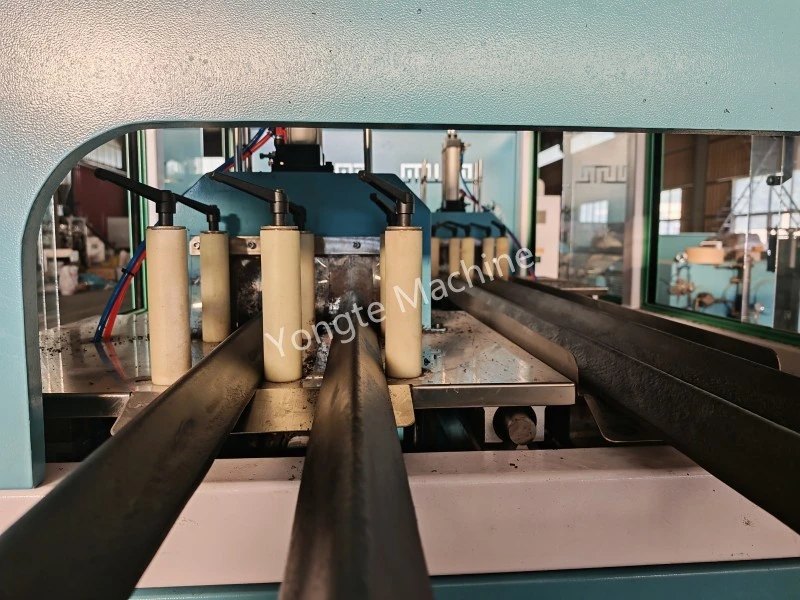
2.3 Dviguba nepriklausoma traukos greičio kontrolės sistema
Dvi nepriklausomų traukos sistemų rinkiniai sukonfigūruoti taip, kad atitiktų dvigubą štampavimo korpusą ir dviejų grupių ertmių išdėstymą. Skirtingai nuo tradicinio vieno traukos režimo, vienu metu važiuojančio keturiose ertmėse, du traukos įrangos komplektai veikia nepriklausomai su atskiromis greičio valdymo programomis. Sistema gali savarankiškai reguliuoti dviejų dviejų ertmių profilių grupių traukos greitį pagal faktinį dviejų štampų korpusų ekstruzijos greitį, realizuodamas dinaminį ekstruzijos greičio ir traukos greičio atitikimą, išvengdamas profilio tempimo, susitraukimo ir matmenų nuokrypio, kurį sukelia asinchroninė trauka, ir toliau užtikrindama bendrą keturių ertmių greičio nuoseklumą.

2.4 Nepriklausoma fiksuoto ilgio pjovimo sistema
Dviejų grupių ekstruzijos ir traukos konstrukciją atitinka du nepriklausomų pjovimo sistemų rinkiniai, skirti atskiram fiksuoto ilgio pjovimo darbui. Kiekviena pjovimo sistema savarankiškai seka ir suderina atitinkamos profilių grupės važiavimo greitį ir padavimo eigą. Nepriklausomas pjovimo valdymo režimas pašalina pjovimo paklaidą ir ilgio nenuoseklumą, atsirandantį dėl vieningo profilių pjovimo su nedideliais greičio skirtumais, užtikrina kiekvieno ertmės profilio fiksuoto ilgio pjovimo tikslumą ir pagerina gaminio kvalifikavimo rodiklį.
2.5 Automatinio transportavimo ir krovimo sistemos suderinimas
Sukonfigūruoti du nepriklausomų transportavimo ir krovimo lentynų rinkiniai, kurie tiksliai suderinti su dvigubomis pjovimo sistemomis. Pjovimo įranga užbaigus fiksuoto ilgio pjovimą, transportavimo ir krovimo įranga automatiškai užbaigia atitinkamos profilių grupės medžiagos priėmimo, transportavimo ir krovimo darbus. Sinchroninis ir nepriklausomas transportavimo sistemos veikimas leidžia išvengti medžiagų kaupimosi, ekstruzijos ir transportavimo painiavos, kurią sukelia skirtingų ertmių profilių asinchroninis greitis, užtikrina sklandų ir nenutrūkstamą visos gamybos linijos darbą, realizuoja automatizuotą ir tvarkingą gamybą.

3. Techniniai pranašumai ir gamybos efektai
Taikant aukščiau pateiktą sistemingą pritaikytą dizainą, nenuoseklaus keturių ertmių ekstruzijos greičio plastikinių profilių gamyboje problema yra visiškai išspręsta. Dviejų štampų nepriklausomas temperatūros valdymas + vienos grupės srauto tikslus reguliavimas + dviguba nepriklausoma traukos ir pjovimo sistema sudaro pilno greičio kalibravimo ir sinchroninio valdymo sistemą. Schema turi šiuos reikšmingus pranašumus: pirma, ji realizuoja lydalo srauto ir temperatūros šaltinio valdymą ir pašalina pradinį ekstruzijos greičio skirtumą; antra, jis realizuoja dinamišką smulkų greičio reguliavimą gamybos procese, kad būtų užtikrintas ilgalaikis sinchroninis keturių ertmių veikimas; trečia, suderinta automatizuota pagalbinė sistema pagerina gamybos stabilumą ir gatavų produktų nuoseklumą.
Atlikus gamybos patikrinimą vietoje, šis optimizuotas dizainas efektyviai sumažina keturių ertmių profilių matmenų toleranciją ir formavimosi defektų dažnį, pagerina bendrą gamybos stabilumą ir ekstruzijos linijos gamybos efektyvumą bei tinka ilgalaikei ir didelės apimties standartizuotai įvairių plastikinių profilių gamybai.

Susijusios naujienos
- 4 ertmių plastikinių profilių gamybos linijos pristatymas į Jordaniją po sėkmingo paleidimo
- Profesionalūs medienos ir plastiko kompozitinių durų paviršių pageltimo, dryžių ir trapumo įtrūkimų sprendimai
- 4 ertmių perdirbto plastiko profilio ekstruzijos mašina pasiekia 8 metrų per minutę greitį
- WPC ekstruderio gamybos problemų sprendimas
- Kokią medžiagą galima naudoti Yongte WPC mašinoje?
- Tekstilės atliekų perdirbimo gamybos linija sėkmingai išbandyta
Palikite man žinutę











